MSR Oil-Water Separators for Industrial and Chemical Plants
Those operating industrial and chemical plants typically need to separate oil and water as part of their processes. MSR oil-water separators provide some of the most effective and green solutions for separating oil and water in various industrial processes. Mohr Separations Research, Inc. has many years of experience in designing and deploying oil-water separators to reduce industrial water pollution.
Click HERE to download our Industrial/Chemical Plant Brochure.
 MSR Coalescing plate separators are one of the best ways to separate two non-mixing liquids, and MSR can accommodate almost any hydrocarbon oil and most non-hydrocarbon oils, such as corn, orange, or other vegetable oils. The MSR separator is an enhanced gravity separation system for removing oil droplets from water. The design utilizes the difference in specific gravities between the oil and the water to perform the separation. Please contact MSR to discuss all of your separation needs, including process improvement and effluent control for industrial or chemical plants.
MSR Coalescing plate separators are one of the best ways to separate two non-mixing liquids, and MSR can accommodate almost any hydrocarbon oil and most non-hydrocarbon oils, such as corn, orange, or other vegetable oils. The MSR separator is an enhanced gravity separation system for removing oil droplets from water. The design utilizes the difference in specific gravities between the oil and the water to perform the separation. Please contact MSR to discuss all of your separation needs, including process improvement and effluent control for industrial or chemical plants.
Coalescing plate separators can be used to:
- Separate oil from wastewater as an industrial pretreatment system, prior to directing the water to sewer or other disposal.
- Separate oil from circulating water or other aqueous phase systems in order to remove the oils, so that the stream can be more economically reused, or so that the oil in the water stream does not cause problems elsewhere in the system (fouling heat exchangers or catalysts).
- Separate oil from water so that the water may be purified and reused or recycled.
- Be used either internally in chemical plants or oil refineries or in plant or refinery outfall streams.
Industrial pretreatment of waste streams prior to disposal to sanitary sewer systems:
When the choice exists of either discharging wastewater effluent into a lake or stream, or to the sanitary sewer, the best choice is often the sanitary sewer. This is because the outlet oil concentration requirements are usually less stringent. Sanitary sewer plant operators usually require that any plant wastewater streams meet certain required characteristics – or be pretreated to meet those requirements.
The requirements for pretreatment may, in certain instances, be very stringent, but usually range from 50 mg/L to about 150 mg/L of oil. These treatment levels are readily achieved by the use of MSR technology.
Pretreatment systems can be any size or configuration, but are generally relatively small in chemical plants because plants try to minimize their waste streams. MSR water pollution control systems are designed to handle either gravity or pumped flow on a single-pass or recirculating basis. The separator vessel is usually constructed of carbon steel and is provided with a special corrosion-resistant coating both internally and externally. Systems are also available in stainless steel, aluminum, or corrosion-resistant plastic and may also be used in existing tanks or concrete pits.
CASE STUDY:
Oil-Water Separators for Chemical Plants
The following is a case study of a pretreatment system MSR recently designed for a chemical company in Texas:
The facility is a large surfactant (surface active agent) plant belonging to a major international chemical company. The plant had a relatively simple oil interceptor system consisting of several small concrete-lined pits with a skimming device and underflow/overflow system.
The effluent hydrocarbon content was often over the requirements of the local sanitary sewer authority, and the sewer authorities were becoming impatient.
 MSR reviewed the existing system and discussed the various aspects of the design with local plant engineers and chemists. We determined that the presence of the surfactants (everywhere in the plant and process) would cause the hydrocarbons to be present as very small droplets, making them difficult to remove. After further consultation with the plant personnel regarding other operating parameters, MSR designed a special separator to meet the plant’s needs using our coalescing plates molded in polyoxymethylene plastic, to meet the service’s compatibility requirements. We also provided an integral oil holding tank with high and low level switches and an oil discharge pump (vertical centrifugal type). The drawing shown to the left illustrates the final design flow scheme.
MSR reviewed the existing system and discussed the various aspects of the design with local plant engineers and chemists. We determined that the presence of the surfactants (everywhere in the plant and process) would cause the hydrocarbons to be present as very small droplets, making them difficult to remove. After further consultation with the plant personnel regarding other operating parameters, MSR designed a special separator to meet the plant’s needs using our coalescing plates molded in polyoxymethylene plastic, to meet the service’s compatibility requirements. We also provided an integral oil holding tank with high and low level switches and an oil discharge pump (vertical centrifugal type). The drawing shown to the left illustrates the final design flow scheme.
In the aqueous phase, the hydrocarbons enter the system from the main process through the inlet nozzle into the preseparation chamber. This chamber is separated from the main separator by an inlet baffle. Most of the hydrocarbons entering the aqueous phase flow under the baffle and into the inlet chamber. The inlet baffle is equipped with holes to allow any free oil that enters the inlet flow to pass into the inlet chamber, where a high-capacity oil skimmer is located. This skimmer is adjustable, allowing it to skim the captured oil off the top of the aqueous phase and into the oil holding tank.
After the inlet chamber, the water passes through the coalescing plates, where most of the small oil droplets are removed. The droplets are captured on the plates, coalesce to form large drops, and the drops migrate upward to the surface of the separator. Downstream of the coalescing plates, a second skimmer helps to remove the oil layer.
The 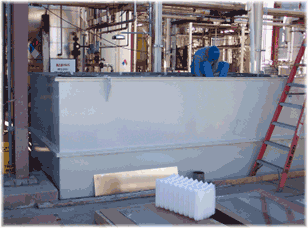 cleaned water then passes under the oil dam and exits the separator through an adjustable water weir and clearwell. After the separator, the water is directed to the sanitary sewer through the previously installed effluent system. Hydrocarbons captured in the system are skimmed to the oil tank and automatically pumped to a separate oil holding tank. The photo to the left shows the unit during field assembly.
cleaned water then passes under the oil dam and exits the separator through an adjustable water weir and clearwell. After the separator, the water is directed to the sanitary sewer through the previously installed effluent system. Hydrocarbons captured in the system are skimmed to the oil tank and automatically pumped to a separate oil holding tank. The photo to the left shows the unit during field assembly.
OPERATING RESULTS:
After the system was installed and operations started, it was discovered that, in addition to the light hydrocarbon the system was designed to capture, there was also some hydrocarbon heavier than water present. It seems that heavy hydrocarbons may appear in the separator when a process upset occurs upstream. The separator successfully captured large quantities of this heavy hydrocarbon in addition to the light hydrocarbon. A separate detection system was subsequently installed to detect the presence of the heavy hydrocarbon so that it can be removed.
While it is extremely difficult to separate oil in the presence of surfactants, this special design has operated very satisfactorily, consistently producing water effluent quality that meets the local sanitary sewer authority requirements. And – the heavy hydrocarbon recovered is a salable product. The plant has recovered over 3000 gallons of product using this separator – a very profitable though unexpected effect of installing the system.
Plant Process Improvement
There are a number of places in any industrial plant where it is necessary to separate aqueous and hydrocarbon streams. These have often been mixed intentionally to facilitate a chemical reaction or may result from water phases condensing within the process. Rainwater may also enter the tops of storage tanks and migrate to the bottom of the hydrocarbon phases.
MSR coalescing systems can be used almost anywhere that there are two non-mixing phases to be separated and can improve process operations and increase recovery of valuable products. MSR designs have many advantages:
- May be installed in existing vessels, tanks, concrete pits, or other housings.
- Can be used in either atmospheric tanks or pressure vessels in various materials.
- Possible flow rates are almost unlimited. MSR engineers have designed systems up to 20,000 US GPM flow rates.
- Wide-spaced plates, which do not plug easily like coalescing cartridges, are available.
- There are no absorbents to be used up and disposed.
- They are suitable for installation in systems where some surface-active agents, such as soaps or detergents, are present.
- Unlike cartridge-type coalescers, coalescing plate separators can recover from large amounts of surfactants, which would require replacement of cartridge-type coalescers.
Coalescing plate separators are not suitable for all such systems, and special designs are necessary. Please consult MSR if you have a system of this type and would like suggestions on your design.